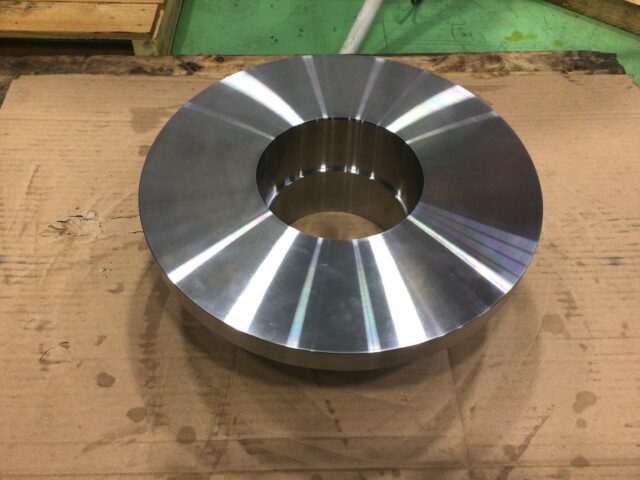
SCM440を旋盤だけで高精度加工!±0.007mmを達成した秘訣💪✨
今回は硬度HB212〜321のSCM440材で、内径4箇所を旋盤加工だけで±0.007mmに挑戦🎯
対象寸法:
φ130.106 ±0.007
φ129.979 ±0.007
φ123.730 ±0.007
φ123.858 ±0.007
普段なら研磨で出す精度ですが、今回は 研磨なし! 💪
2. 背景・課題 😅
対象部品は公差±0.007mmと超シビア。
さらに形状的に研磨は困難。
φ309.58側:奥が大きくて砥石が当たらない ⚠️
φ146.10側:R0.25部分が研磨できない ⚠️
➡️ 結論:旋盤加工だけで勝負🔥
3. 加工の流れ 🛠️
SCM440は高硬度で靭性も高く、
チップ摩耗・熱変形・工具たわみが問題になりやすい材質。
加工フロー:
第1・2工程:荒加工+プログラム作成 📝
熱処理 🌡️
第3~5工程:荒加工 → 仕上げ加工 ✨
4. 熱処理後の寸法変化 🌡️
一般的な理論変化量:
外径:0.3〜2.5mm
内径:0.1〜0.9mm
長さ:0.13〜1.0mm
加工余裕として設定:
外径:10mm
内径:8mm
全長:4.5mm
実測(安定結果):
外径:0.3〜0.5mm
内径:0.1〜0.3mm
全長:0.03〜0.05mm
5. 加工中のポイント 💡
◆ 第3工程(荒加工)
外径320mm加工中に 約60mmでチップ摩耗 ⚠️
→ 切込み 4.0 → 3.0mm に変更で安定化 ✅
◆ 第4工程(仕上げ)
内径129.979側が やや大きく出る
→ 深穴加工で工具たわみ発生
→ プログラム寸法:129.970mmに補正
段取り:ピック0.02mm以下、締付トルク18N
温度変化:22.0 → 21.8℃(ほぼ影響なし)
◆ 第5工程(仕上げ)
φ123.858側が 0.05mm大きくなる傾向
→ 工具たわみ+切削抵抗減少
→ プログラム寸法:123.808mmに修正 → ±0.007mmで安定!✨
6. 測定結果 📏
寸法 公差 実測値 三次元測定
φ130.106 ±0.007 130.109 130.1097
φ129.979 ±0.007 129.982 129.9867
φ123.730 ±0.007 123.733 123.7266
φ123.858 ±0.007 123.861 123.8614
結果:すべて公差内👏
三次元測定との誤差も 0.003mm以内!
➡️ 旋盤のみで高精度達成!🎯
7. まとめ 📝
熱処理後の寸法変化を把握して余肉を最適化
工具摩耗・たわみ補正のノウハウが重要
温度管理で精度安定
研磨なしでも高精度旋盤加工は十分可能!🚀
8. 今後の展開 🔮
他高硬度材の高精度加工への応用
加工安定化と工数削減 ⏱️
詳細は、下記より是非チェックしてください(^^♪
紹介製品ページ
https://www.nc-net.or.jp/company/59897/product/detail/263602/