新着情報
News
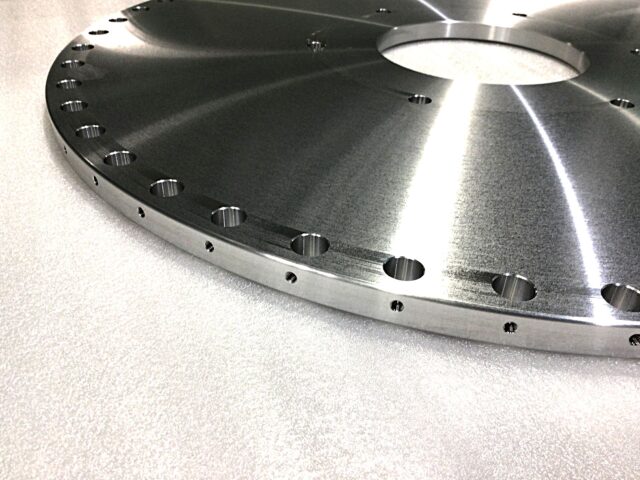
縦型旋盤によるΦ600㎜の大型円盤加工!歪みの少ない加工方法とは...
縦型旋盤で、内外径と厚みを出す加工
縦型マシニングで、外径際に48ヶ所の貫通穴を加工
更に横型マシニングで、その48ヶ所の穴に外径から貫通のタップ加工
工程の順番が重要そうです。
今回注目は旋盤加工!
これだけ大きい丸ものは、グローリーでもなかなか加工しません。
それに加えて厚みも薄い。
穴も沢山空いています。
このような形状の場合、気を付けなければいけないのが『歪み』
平面度0.05の要求があり、普通に爪で掴んで加工したのでは
加工後のチャック開放による歪みがどうしても発生してしまうからです。
そこで固定方法を考えてみました。
爪で掴むのではなく...
穴が空いているから...
この穴をうまく使えれば...
全面が接地面になるように大型の面板を使用
材料を引っ張り込んで固定する方法はどうだ(; ・`д・´)/
旋盤は掴み方一つで、良くも悪くもなってしまう。
どんな方法が最適なのか
日々の積み重ね
培ったノウハウで
正解へと導くのです( ☆д☆)/~~~~~~~~~~
【加工設備】
・縦型NC旋盤 OM OMEGA50
・立型マシニングセンター 牧野フライス V77-L
・横型マシニングセンター 芝浦機械 BTD-200QH
【製品名】テーブル
【素材】A2017(アルミ)
【サイズ】Φ600×Φ150×20
詳細は、下記より是非チェックしてください(^^♪
紹介製品ページ
https://www.nc-net.or.jp/company/59897/product/detail/196715/